PROCESO DE EMBUTICION.
Las piezas recortadas o discos a emplear se disponen en el asiento o anillo de centrado, fijado a la matriz de embutir, con la finalidad de centrar el disco en el proceso de embutición. Un dispositivo pisador aprieta el disco contra la matriz de embutir con la finalidad de que no se produzcan pliegues. El punzón de embutir al bajar estira el material sobre los bordes rebordeados de la matriz, de modo que se produzca una pieza hueca. El desplazamiento de todos los cristales en que esta constituido el material a embutir es radical en toda su magnitud. Cada uno de los cristales del material se desplaza, en la medida de que este se desliza en la abertura entre el punzón y la matriz.

El desplazamiento del material en ese instante es semejante al flujo de agua por el rebosadero de una presa. Cuando se pretende que el espesor del material no se altere durante el proceso de embutido, el área de la pieza original (disco recortado) debe ser igual al área de la superficie de pieza embutida.
La fricción es un factor que debe tomarse en cuenta por cuanto el material se desliza en la abertura entre el punzón y la matriz. Por lo tanto esta área debe estar pulida y lapeada. Esto reduce la carga necesaria para el desarrollo del embutido. El achaflanado de los bordes de la matriz ayuda a la chapa a resbalar por la pared del agujero, facilitando la operación de embutir. Facilitan también el embutido la lubricación adecuada, del disco recortado y de la herramienta en su conjunto.
El juego que queda entre el punzón y la matriz de embutir tiene que ser mayor que el espesor de la chapa. Se han acreditado como conveniente para el caso de chapas de acero, holguras de 1,12 a 1,30 veces el espesor de la chapa, para chapas de latón, holguras de 1,08 a 1,20 veces el espesor, para chapas de aluminio la holgura es de 1,04 a 1,10 veces el espesor.
Antes de poder empezar a fabricar una herramienta para embutir hay que determinar la forma y el tamaño del recorte de la chapa, así como el número de las fases y las dimensiones de la herramienta para cada fase de embutición.
Para determinar el diámetro del disco para piezas embutidas cilíndricas, hay que calcular la dimensión superficial de la pieza. Esta dimensión superficial se compone de la superficie del fondo más de la pared lateral. El área de la pieza a recortar (disco) tiene que ser igual a la de la pieza a obtener. De aquí se determina entonces el diámetro de recorte. Del mismo modo se determina el diámetro del recorte para piezas embutidas que vayan provistas de bridas, un talón cilíndrico o fondo hemisférico. Los diámetros así calculados proporcionan piezas embutidas tan altas que es necesario recortar en ellas el reborde. El recortado es necesario porque con solo en piezas con embutición pequeñas, la altura es uniforme.

El número de fases o de etapas de embutición depende de la relación que exista entre la magnitud del disco y de las dimensiones de la pieza embutida, de la facilidad de embutición del material y del espesor de la chapa. Cuando más profundidad haya de darse a la pieza a embutir, tanto más etapas serán necesario para la embutición y con ello tanto más herramientas y operaciones. Por ello es necesario prever la forma de realizar siempre operaciones con el menor número de etapas o de piezas simple.
Para ver el gráfico seleccione la opción "Descargar" del menú superior
5.1.-Herramienta de Embutido de Acción Simple.
En este tipo de herramienta el disco recortado a embutir se fija en su asiento, al actuar la placa prensa disco, el punzón comienza a penetrar el material en la matriz en su totalidad.
Seguido se expulsa la pieza embutida por acción de un expulsor, obteniéndose una pieza de esta característica
. 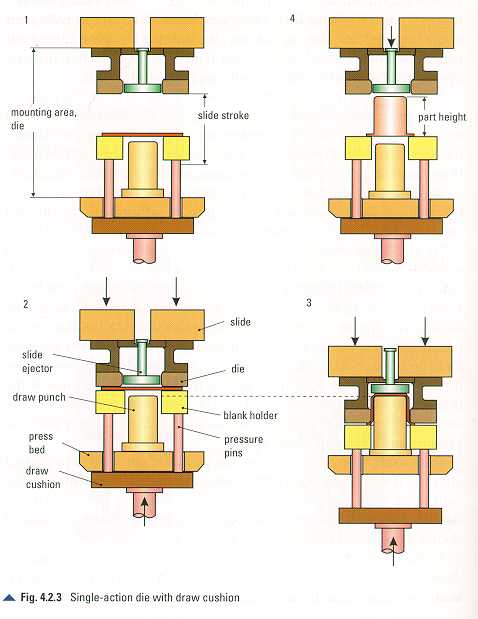
Pieza Embutida mostrando la dirección del desplazamiento del material durante el proceso.
5.2.-Herramientas de Embutido de Doble Acción
En este tipo de herramientas, el punzón se ubica en la parte superior de la corredera (prensa), el disco recortado se ubica también en su asiento en la matriz y el punzón y la placa prensa disco actúan simultáneamente y la matriz cuenta con el expulsor
Para ver el gráfico seleccione la opción "Descargar" del menú superior
5.3.-Herramienta de Embutido Telescópico.
Se utiliza en piezas previamente embutidas con la finalidad de conseguir una mayor altura y por consiguiente una pieza de menor diámetro, para ello se debe contar con un juego de punzón y matriz adecuado, de tal manea de conseguir el objetivo, como quiera que con el embutido previo, el material deformado ha conseguido una acritud debe ser tratado térmicamente para recobrar su elasticidad, esto se debe aplicar en cada fase del proceso de embutido.
Para ver el gráfico seleccione la opción "Descargar" del menú superior
Para conseguir la altura y el diámetro necesario requiere muchas veces de utilizar varias etapas de embutido, tal como ya se a explicado anteriormente, para lo cual es necesario, el uso de de este tipo de herramientas, con el consiguiente juego de punzón y matriz adecuadas a la circunstancias. El objetivo se consigue forzando el material a deslizarse adecuadamente entre dos punzones adaptados convenientemente a la nueva configuración de la matriz.
5.4.-Herramientas de Embutido Inverso
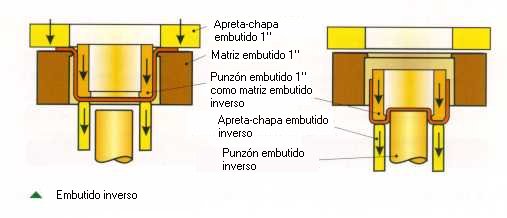
Con estas herramientas se consigue también una mayor altura, para ello se debe de contar con la herramienta, los materiales convenientemente dispuestos y acondicionados para tal fin.
La embutición invertida ofrece la posibilidad de ahorrar una o dos etapas de embutición. Con éste tipo de embutición la pieza previamente embutida se dispone con la abertura hacia abajo sobre una matriz negativa de embutir. El punzón de embutir que desciende sobre la pieza así dispuesta la vuelve de modo de modo que era hasta ahora superficie interior se convierte en superficie exterior de la misma. De ésta modo se obtiene con una herramienta profundidades mayores que con la embutición corriente. Por lo general no se necesita ningún dispositivo pisador.
En la práctica se dispone de que en la herramienta, que con la carrera descendente de la corredera, una pieza hueca pre-embutida y al descender el punzón se determina la pieza al actuar negativamente la herramienta.
La embutición negativa se emplea casi exclusivamente para piezas cilíndricas o piezas redondeadas no cilíndricas por ejemplo carcasas de faro o proyectores. Para piezas irregulares resultaría muy dificultosa la ejecución de las aberturas en la matriz invertida.
5.5.-Recalcado o Repujado en torno

Con este tipo de procedimiento, es posible conseguir piezas de gran altura y volumen, con ellas se construyen las ollas, los sartenes de cocina, faroles, trofeos, etc.
Límites del Embutido
Dependiendo del tipo de material, del espesor del mismo, existe un límite en el diámetro a embutir, entendiendo que es necesario en la mayoría de los casos, realizar varias operaciones de estampación, seguidas de una serie de tratamientos térmicos con la finalidad de conseguir el diámetro y altura adecuada.
El diámetro de la primera matriz de embutido se puede determinar a partir una relación entre los diámetros del disco recortado y el diámetro de la primera matriz, considerando un factor en función del material. Este factor es el siguiente:
Para trabajos de mayor precisión se pueden hacer uso de tablas y gráficos en las que se determinan los diámetros, las fases de embutidos que hay que realizar.
CONSIDERACIONES EN DISEÑO DE LA HERRAMIENTAS
7.1.-Las prensas discos llamada también prensa chapas, pueden tener diversa disposiciones tal como se muestra en el gráfico que se muestra, su función es evitar la formación de pliegues y facilitar el desplazamiento del disco entre la matriz y el punzón.
Las herramientas también se pueden construir sin prensas chapas, para ello se debe acondicionar la matriz con los chaflanes respectivos a fin de ayudar al desplazamiento del material en el momento de la tracción, tal como se muestra en el gráfico.

7.2.-HERRAMIENTAS DE EMBUTIDO TELESCÓPICO:
En ellas se debe tener en cuenta algunas consideraciones para conseguir el objetivo de lograr el estirado del material, para ello la matriz deberá de contar con un chaflán conveniente determinado mediante ensayos, aunque se considera aceptable uno de 45° tal como se muestra en el gráfico adjunto.
Para ver el gráfico seleccione la opción "Descargar" del menú superior
7.3.-RADIOS Y ACHAFLANADOS EN LA MATRIZ.
Son los responsables de la facilidad o no con que se desplaza el material durante la tracción, son responsables también de la formación de los pliegues, de que el material se desgarre, adquiera mayor dureza el material como resultado del embutido.
Para ver el gráfico seleccione la opción "Descargar" del menú superior
7.4.- EXTRACCION DE LA PIEZA EMBUTIDA
Como consecuencia del esfuerzo de tracción el material embutido tiende a quedar pegado al punzón y si no se prevé un sistema que facilite la extracción de la pieza del punzón puede significar problemas posteriores, una forma adecuada es el tal como se muestra en el grafico que se adjunta, haciendo un resalte o talón en la parte inferior de la matriz.
7.5.-EXTRACTOR CON ANILLO Y RESORTE
Para ver el gráfico seleccione la opción "Descargar" del menú superior
Es común el uso de anillos partidos unidos por un resorte que actúan como extractor, el diámetro interior del anillo deberá llevar u redondamiento adecuado que permita el paso del punzón y el material, estirando el resorte durante el descenso del mismo, durante es ascenso del punzón el resorte se comprime y actúa el anillo como extractor
Comentarios
Publicar un comentario